
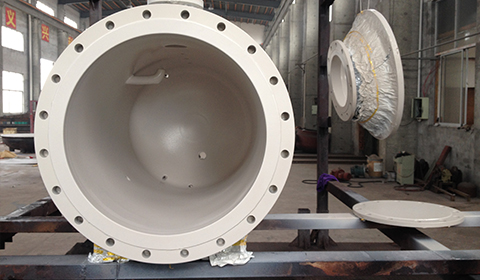


內襯PTFE作業指導書 (焊接工藝) | |
內襯PTFE作業流程 | 作業內容及重 點 |
一.工件檢驗 | 1、如果是碳鋼基材的主要檢查:表面無氣孔、變形、砂眼、縫隙等焊接不良現象。 2、如果是鏡面不銹鋼基材的主要檢查:外表面有無掛傷、內表面無氣孔、變形、砂眼、縫隙等焊接不良現象。 |
二.前處理 | 1、打磨:把工件表面的毛刺、焊碴、尖角、銳角等用角磨機仔細打磨。 2、除油:空燒用400℃-420℃高溫除油,按工件大小、輕重設定保溫時間,徹底燒去素材殘余油質。 3、表面粗糙化:噴砂用6公斤氣壓,20#金鋼砂表面均勻噴砂 |
三. 內襯PTFE前處理 | 1、架到滾輪架上,調整轉動效果。 2、用空氣 槍不低于6kg壓力,吹凈噴砂表面余塵。 3、襯里前素材預熱干燥處理,除去表面殘留水份。 |
四. 涂高溫膠 | 1、把高溫膠提前1個小時充分和其它幾種配比好,然后倒進一個專用容器內進行攪拌混合。 2、準備好刷子和滾筒 3、帶好防護口罩、眼鏡和防塵服裝。 |
五.膠水干燥 | 24小時進行干燥,一定要保證自然干燥效果,以不粘手為標準,膠一共涂兩遍 |
六. 貼PTFE板 | 1、把事先裁減好的PTFE板一片一片貼到工件內。 2、局部加熱然后用特殊工具把PTFE板內的空氣徹底擠出。 |
七.焊接前準備 | 1、首先把PTFE板與板進行整平。 2、把板與板之間多余料用特殊工具修干凈。 3、板與板接縫處進行開V型槽,以增強焊接強度。 |
八.焊接 | 1、清潔接縫處。 2、焊接圓焊條,焊條采用PFA材質的。 3、圓焊條焊接結束后,再焊一道扁焊條,作為對焊縫的二次加強。 |
八.檢測 | 1、用膜厚儀測量膜厚是否達到要求。 2、 3mm至3.2mm防腐層就用20000V電壓垂直沿防腐層面低于50mm/s的速度進行100%的探傷,不產生白色火花為合格。 |
九. 包裝 | 保護 法蘭面防腐層不受碰傷為標準。 |